Induktion Lodding Messing Connector I Solar Panel Med IGBT Induktionsvarmer
Mål Lodde tre messingforbindelser en ad gangen i en solcelleforbindelsesboks uden at påvirke komponenterne i samledåsen
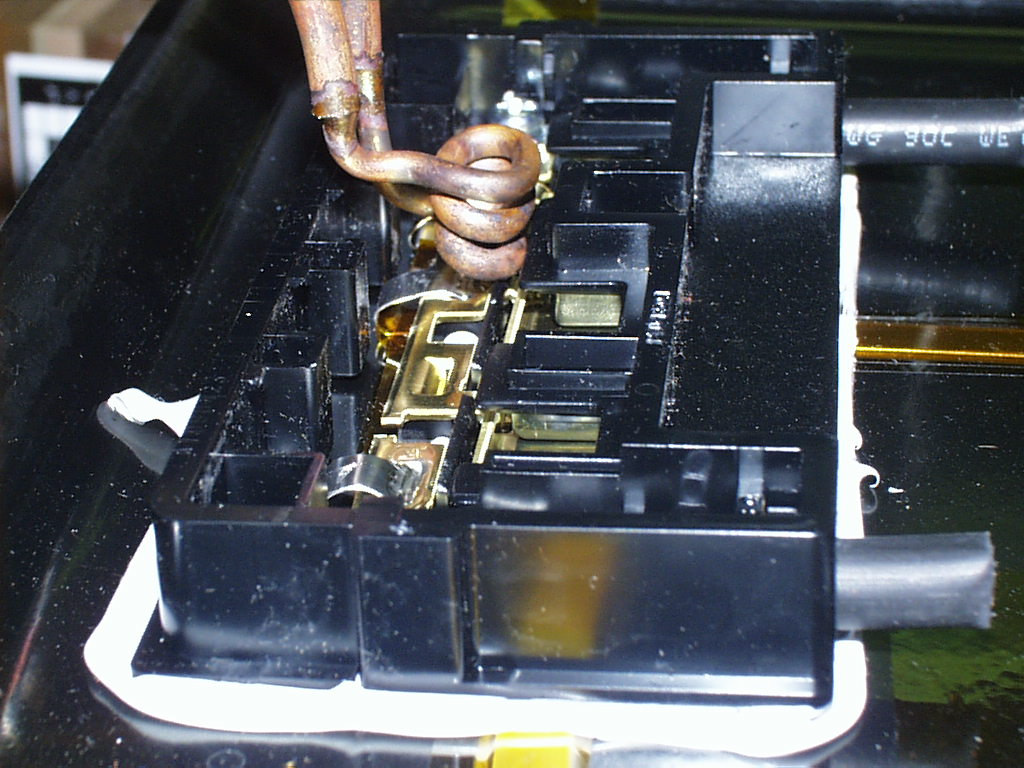
Materiale Solar panel junction box, messing stik, loddetråd
Temperatur 700 ºF (371 ºC)
Frekvens 344 kHz
Udstyr • DW-UHF-6 kW induktionsvarmesystem, udstyret med et fjernt arbejdshoved indeholdende en 1.0 μF kondensator.
• En induktionsvarmeflade designet og udviklet specielt til denne applikation.
Fremgangsmåde En ovalt formet spiralformet spiral med tre omdrejninger bruges til at varme stikkene op. Et stykke loddetråd anbringes på samlingsområdet, og hver samling opvarmes separat i 5 sekunder for at lodde forbindelsen. Den samlede procestid er 15 sekunder for de tre led.
Resultater / fordele Induktionsvarme giver:
• Pinpoint-nøjagtighed leverer kun opvarmning til fugen; påvirker ikke omgivende komponenter
• Lokaliseret varme giver rene og rene led
• Producerer høj kvalitet, gentagelige resultater
• Selvfordeling af opvarmning