Kinetikken af induktionsopvarmning til overfladehærdning af stål afhænger af faktorer: 1) som inducerer ændringer i stålets elektriske og magnetiske parametre som følge af den øgede temperatur (disse ændringer fører til ændringer i mængden af absorberet varme ved en given intensitet af det elektriske felt ved en given induktionsstrøm) og 2) på faktorer, der er ansvarlige for ændringen af intensiteten af det elektromagnetiske felt under opvarmning (dvs. ændring af strømmen i induktoren).
Induktionsopvarmning til varmebehandling af bildele blev først brugt på vores anlæg. I 1937-1938 blev overfladehærdning af halsen på krumtapaksler på ZIS-5-motoren udviklet på vores fabrik i samarbejde med personalet på VP Vologdin-laboratoriet. Udstyret blev installeret som en del af den kontinuerlige produktionslinje, hvor delene blev udsat for mekanisk behandling på semi-automatiske højfrekvente apparater. Mere end 61% af alle dele af motorerne i ~ae ZIL-164A og ZIL-157K biler er overfladehærdet ved induktionsopvarmning.
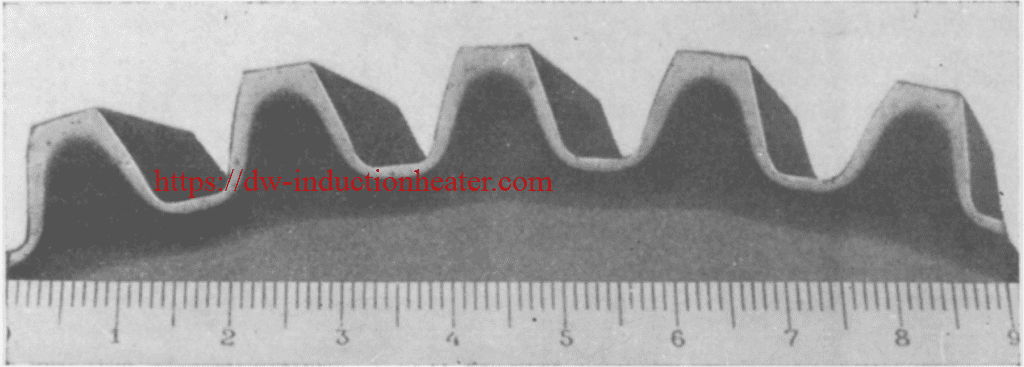 Kinetikken for induktionsopvarmning til overfladeskylning af stål
Kinetikken for induktionsopvarmning til overfladeskylning af stål