induktionslodning af kobber og messingstænger
Objektiv
Induktion Lodning af kobber- og messingstænger og -strimler til udskiftning af fakkeldrift. Den aktuelle fakkelproces resulterer i overdreven forurening på samlingen og kræver omfattende omarbejdning efter lodning.
Udstyr
DW-UHF-40KW højfrekvent induktionsloddemaskine
To sving med åben transportbånd
Materialer
• Kobberkuponplade og kobberstang
• Loddetråd - EZ Flo 45
• Lodlodslegering - 45% sølv, 1/32 DIA
TEST
Effekt: 30 kW
Temperatur: Cirka 1350 ° F (732 ° C)
Tid: Gennemsnitstid - 25 sekunder
Process og resultater:
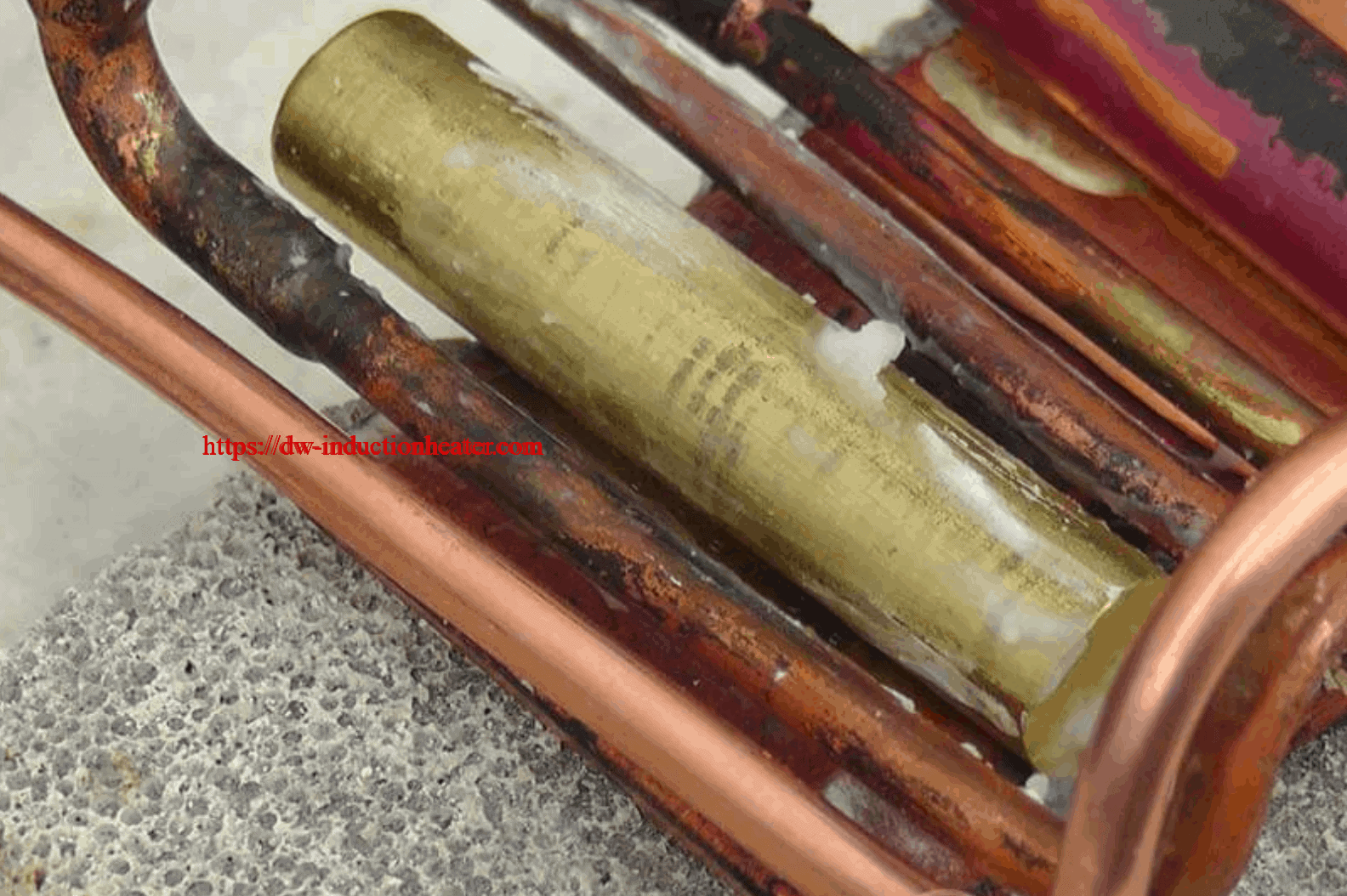
Til induktionslodning af kobberkuponplade og kobberstang blev EZ Flo 45-loddetråd skåret i 2 ”længder og placeret i interfaceområdet. I en produktionssituation anbefales EZ Flo 45-lodningspasta. Enhederne blev opsat (se fotografier) og opvarmet i en gennemsnitlig tid på 25 sekunder for at strømme legeringen og opnå lodningen.
På grund af forskellen i metalmodstand mellem kobber og messing opvarmes messingstangen fortrinsvis. Spolen, der er designet til at lodde stængerne til pladesektionen, opvarmer stængerne, og varmen overføres til pladen mere ved ledning end induktion, hvilket får stængerne til at begynde med at nå temperatur inden pladen. Hvis materialerne er de samme (samarbejde med kobber eller messing til messing, er dette ikke et problem. Hvis stangen er kobber og pladen er messing er der ikke problemer - kun når stangen er messing og pladen er kobber. Dette kræver kraften, der skal reduceres for at muliggøre bånd til varmeoverførsel fra messingstangen til kobberpladen.
Resultater / Fordele:
- Stærke holdbare led
- Selektiv og præcis varmezone, hvilket resulterer i mindre delforvrængning og ledspænding end svejsning
- Mindre oxidation
- Hurtigere varmecykler
- Mere konsistente resultater og egnethed til stor volumenproduktion uden behov for batchbehandling
- Sikrere end flammeslibning
