Forvarmning af højfrekvensinduktion til gevinddele
Beskrivelse
Objektiv
Kunden forvarmes en række forskellige dele, så de derefter kan trækkes. Formålet med denne test er at forvarme hver del til 600 ° C på under 316 sekunder.
Udstyr
DW-HF-15kw induktionsopvarmningsmaskine
 induktionsvarmemaskine HF-15
induktionsvarmemaskine HF-15Materialer
Prøvedele blev leveret af kunden. Disse omfattede:
• Del 1 sammensat af magnetisk stål med 0.375 ”(9.525 mm) OD
• Del 2 sammensat af magnetisk stål med 0.5 ”(12.7 mm) OD
• Del 3 sammensat af magnetisk stål med 0.875 ”(22.225 mm) OD
• Del 4 sammensat af magnetisk stål med 1.5 ”(38.1 mm) OD
• To spoler blev brugt. Spole 1 til opvarmning af del 4 med 1.5 ”(38.1 mm) OD. Alle andre dele blev opvarmet med spole 2.

Nøgleparametre
Temperatur: 600 ° C (316 ° F)
Magt:
• Del 1: 1.68 kW
• Del 2: 2.6 kW
• Del 3: 4.74 kW
• Del 4: 3.79 Kw
Tid: mindre end 30 sekunder

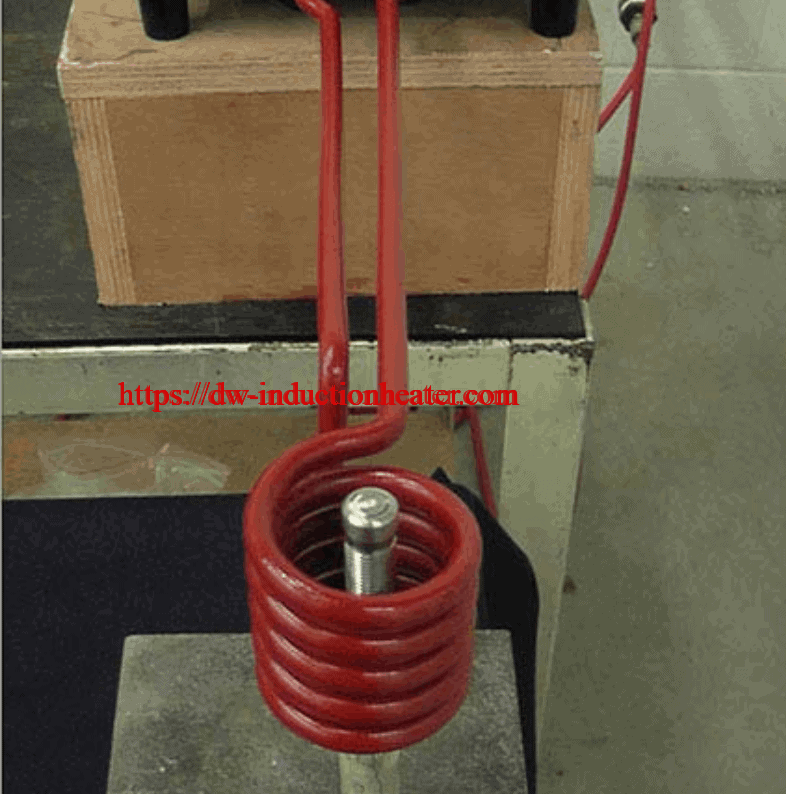
Proces:
Delen var centreret i spolen.
DW-HF-15kw induktionsopvarmning strømforsyning var tændt.
Temperaturen blev overvåget med et infrarødt kamera og med Tempilaq-maling.
Alle dele kunne testes ved hjælp af de samme udstyrsindstillinger. Der blev ikke krævet nogen ændringer mellem varmecyklusser, bortset fra at skifte spolen ud for del 4. Dette skyldes DW-HF-15kw Induction Heat Power Technologies 'fleksible design, der gør det muligt for induktionsvarmesystemet at indstille til en lang række belastninger.
Resultater / Fordele:
Præcis kontrol af tid og temperatur
Power on demand med hurtige varmecyklusser
Gentagbar proces, ikke operatørafhængig, når dele er indstillet i et rede eller en fixtur