


induktion Hærdning Stål Cam Assembly
Beskrivelse
induktion Hærdning Stål Cam Assembly
Formål: Induktionshærdning omkredsen af ¼ ”tykke stålkamkonstruktioner
Materiale: ¼ ”tykke stålkamkonstruktioner med forskellige geometrier
Temperatur: 1650 ° C (900 ºF)
Frekvens: 177 kHz
Udstyr

DW-UHF-10kW induktionsvarmesystem, udstyret med en fjernvarmestation indeholdende en 1.0 µF kondensator og en induktionsvarmeflade designet og udviklet specielt til denne applikation
Proces
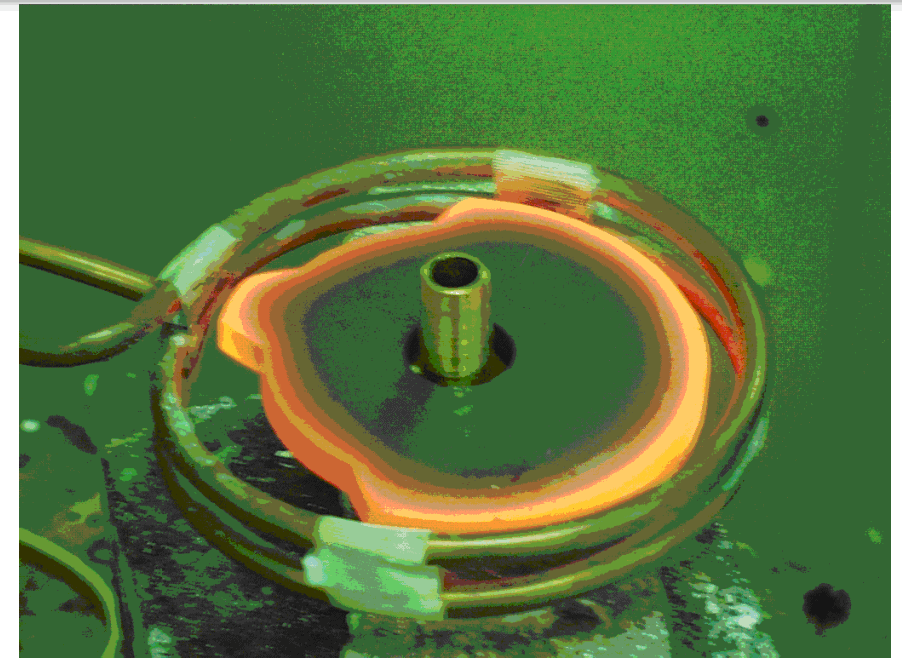
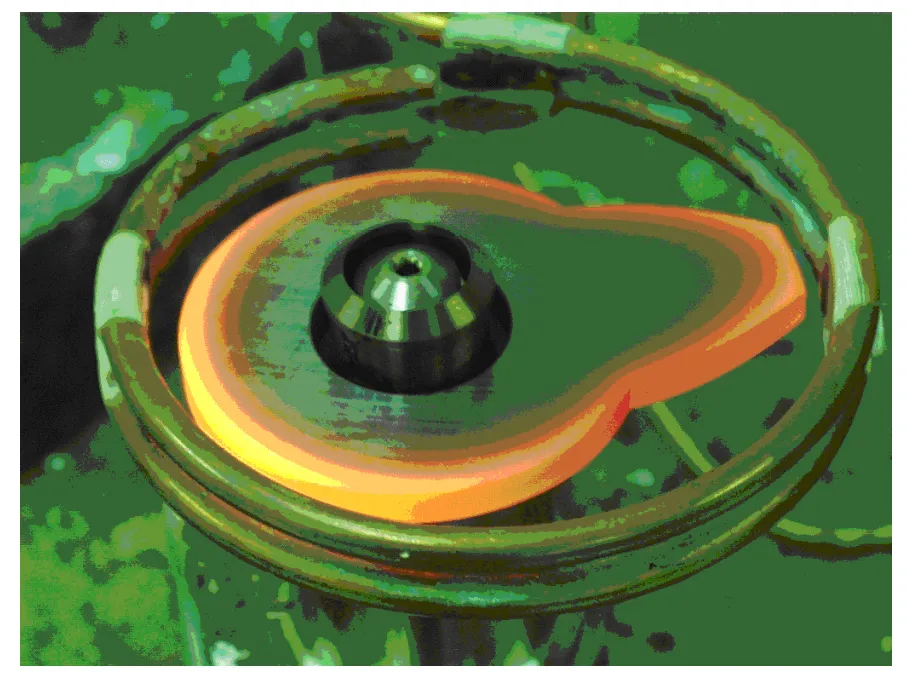
En spiralformet spiral med to drejninger bruges til at opvarme knastene. Varmetiden varierer fra 120-150 sekunder. Efter opvarmning standses delene i vand.
 Resultater / Fordele
Resultater / Fordele
Induktionshærdning kamens ydre overflader med induktion resulterer i:
• ensartet opvarmning for ensartede resultater
• en spole kan bruges i mange geometrier
• ensartede resultater fra stykke til stykke
Der er tusinder af meget succesrige induktionshærdningsmaskiner der producerer millioner af dele leveret til forskellige industrisegmenter. Blandt de komponenter, der rutinemæssigt gennemgår induktionshærdning (IH), er sådanne dele som knastaksler, krumtapaksler, gear, kædehjul, transmissionskakt, kuglestifter, stifter, tandstænger, hjulspindler, lejebaner, fastgørelseselementer, arbejdsredskaber, sporsko til jord- bevægelige maskiner - listen er i det væsentlige uendelig. Som et eksempel viser figuren et lille udvalg af geometrier, der rutinemæssigt er induktionshærdet.




