

induktion hærdning af savklingens tænder
Beskrivelse
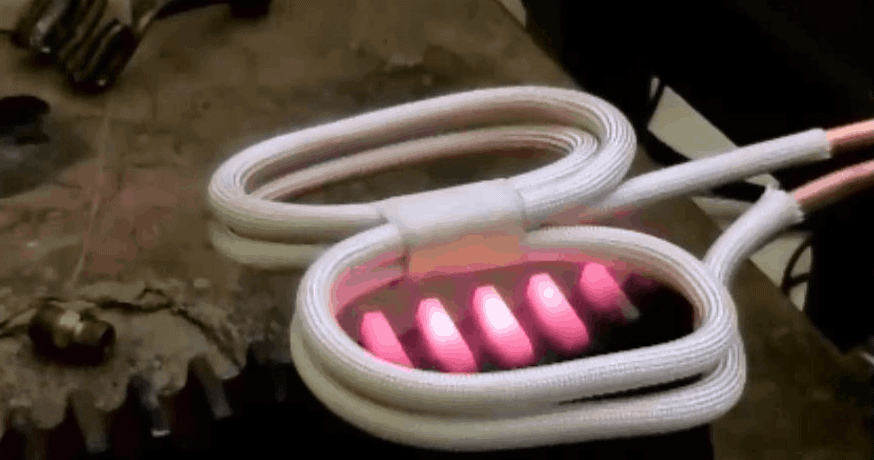
induktion hærdning af savklingens tænder med højfrekvent induktionshærdningsmaskine
Objektiv
Induktionshærdning tænderne på et stort savblad til en hærdende overfladeanvendelse målet er at reducere opvarmningstiden
Materiale: Sektion af savklingen
Temperatur: 1650 ºF (899 ºC)
Frekvens: 134 kHz
Udstyr:
–DW-UHF-40kW 50-150 kHz induktionsvarmesystem udstyret med et fjernt arbejdshoved indeholdende otte 1.0 μF kondensatorer

–En to-trins spiralformet induktionsopvarmningsspiral med flere positioner designet og udviklet specielt til denne applikation
Proces: induktionsvarmeflade blev udviklet, så det ikke koncentrerede varmen i den udvendige kant af tanden. Delen blev placeret under spolen ca. 1/8 ”(3.2 mm) væk, og strømmen blev tændt. Med 40 kW DW-UHF-serien induktionsopvarmning strømforsyning den del opvarmet til temperatur inden for den målte hastighed på fem tænder pr. Fire sekunder.
 Resultater / Fordele
Resultater / Fordele
–Hastighed: Kunden brugte allerede induktion, men ønskede at opgradere til et højere effektsystem for at øge
deres produktionshastighed (Før klienten brugte induktion fra HLQ, brugte han en fakkel.)
–Præcision og repeterbarhed: En fakkel er ikke så præcis som induktion, og den kan heller ikke gentages, hvorimod induktion kan være
implementeret til at være meget gentagelig
-Effektivitet: Induktionsvarme bruger mindre energi end en fakkel og tilbyder øjeblikkelig tænd / sluk opvarmning



