Induktionsopvarmningsstålplade til smedning
Beskrivelse
Induktionsopvarmningsstålplade til smedning og varmformning
Metalinduktionsopvarmningsstålplade til smedning og varmformning er fremragende induktionsopvarmningsapplikationer. Industriel Induktionssmedning og varmformning processer involverer bøjning eller formning af en metalstang eller blomstring, efter at den er opvarmet til en temperatur, hvor dens modstandsdygtighed over for deformation er svag. Blokke af ikke-jernholdige materialer kan også anvendes. 
Induktionsvarmemaskiner eller traditionelle ovne bruges til den indledende opvarmningsproces. Billetter kan transporteres gennem induktoren via en pneumatisk eller hydraulisk skubber; kniv rulle drev; traktor drev; eller gangbjælke. Berøringsfri pyrometre bruges til at måle billettemperaturen.
Andre maskiner såsom mekaniske slagpresser, bøjemaskiner og hydrauliske ekstruderingspresser bruges til at bøje eller forme metallet.
Formål: Forvarm en stålplade (3.9 "x 7.5" x 0.75 "/ 100 mm x 190 mm x 19 mm) inden smedning for at skabe et hakkehoved med det mål at øge produktionen sammenlignet med forvarmning med en gasovn.
Materiale: Stålplade
Temperatur: 2192 ºF (1200 ºC)
Frekvens: 7 kHz
Induktionsopvarmningsudstyr: DW-MF-125/100, 125 kW induktionsvarmesystem udstyret med en fjernvarmestation indeholdende tre 26.8 μF kondensatorer.
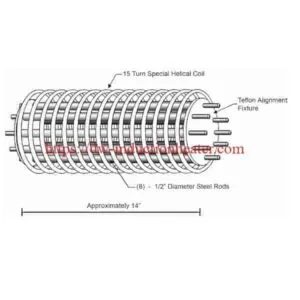
- En spiralformet spiralformet flerspole med tre positioner designet og udviklet til at generere den krævede varme til denne applikation.
Fremgangsmåde Stålpladen blev indsat i den tre-positioners multi-turn spiralformede spole, og strømforsyningen blev tændt. På 37 sekunder blev en anden rustfri stålplade indsat, og på 75 sekunder blev en tredje rustfri stålplade indsat. Ved 115 sekunder blev den ønskede temperatur opnået for den første del, og processen fortsatte.
Efter opstart kan dele opvarmes hvert 37. sekund fra den rækkefølge, de blev indtastet. Mens den samlede cyklustid er 115
sekunder, kan en del fjernes hvert 37. sekund, hvilket tillod induktion at opnå den ønskede produktionshastighed
og realiserer betydelige gevinster sammenlignet med brug af en gasovn.

Resultater / Fordele
Højere produktionshastighed: Processen opnåede en produktionshastighed på 100 dele i timen, mens en gasovn producerede 83 dele i timen
- Repeterbarhed: Denne proces kan gentages og kan integreres i en produktionsproces
- Præcision og effektivitet: Opvarmning er præcis og effektiv med kun varme på stålpladerne
De omtrentlige varmformningstemperaturer for de mest anvendte industrielle materialer er:
• Stål 1200 º C • Messing 750 º C • Aluminium 550 º C
Totalt anvendte induktionsapplikationer
Induktionsopvarmningsmaskiner bruges ofte til at opvarme stålplader, stænger, messingblokke og titanblokke til den rette temperatur til smedning og varmformning.

Delvis formgivende applikationer
Induktionsopvarmning bruges også til at opvarme dele såsom rørender, akselender, bildele og stangender til delvis formning og smedningsprocesser.
Fordele ved induktionsopvarmning
Sammenlignet med konventionelle ovne tilbyder induktionsopvarmningsmaskiner til smedning betydelige proces- og kvalitetsfordele:
Meget kortere opvarmningstider, hvilket minimerer skalering og oxidation
Nem og nøjagtig temperatur temperaturregulering. Dele ved temperaturer uden for specifikationerne kan detekteres og fjernes
Ingen tid mistet og ventede på, at ovnen skulle rampe op til den krævede temperatur
Automatiseret induktionsvarmemaskiner kræver minimalt manuelt arbejde
Varme kan ledes til et specifikt punkt, hvilket er meget vigtigt for dele med kun et formningsområde.
Større termisk effektivitet - varme genereres i selve delen og behøver ikke opvarmes i et stort kammer.
Bedre arbejdsforhold. Den eneste varme, der er til stede i luften, er den fra selve dele. Arbejdsforholdene er meget mere behagelige end med en brændstofovn.