Induktionshærdning Kæberne i kulstofstål
Beskrivelse
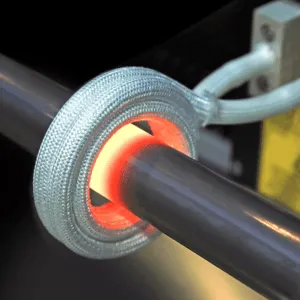
Højfrekvent induktionshærdende kæberteppe af overfladeproces i kulstofstål
Objektiv
Vellykket hærdning af kædetænderne ved hjælp af induktion.
Udstyr
DW-UHF-6KW-I håndholdt induktionshærdningsmaskine
HLQ brugerdefineret spole
Materialer
Kæbetænder af kulstål leveret af kunden
Nøgleparametre
Effekt: 4 kW
Temperatur: Cirka 1526 ° F (830 ° C)
Tid: 10-15 sek
Proces:
- En testspole blev skræddersyet til applikationen.
- Prøven blev fikseret i position inde i spolen.
- Induktionsopvarmning blev påført tænderne.
- Prøvenes temperatur blev overvåget under opvarmning.
- Varme blev anvendt, indtil hærdetemperaturen var nået.
resultater:
- Systemet formåede at opnå sin maksimale effekt.
- Tanden blev opvarmet til 830 ° C på 12 sekunder.
- 930 ° C blev nået på 20 sekunder.
- Curie-punktet (ca. 770 ° C) nås på 5 sekunder.
Konklusioner:
- Systemkonfiguration –DW-UHF-6KW-I er velegnet til processen.
- Klassisk spole er også velegnet til denne applikation.
Anbefalinger:
- Automatisering af processen kan opnås ved at bevæge enten HS med spole eller kæben i lodret retning.
- Korrekt kølesystemer skal vælges. Kølekapacitet - mindst 4 kW. Vand-til-luft-system kan bruges, men det afhænger af den omgivende driftstemperatur.