Induktionshærdningssavblad
Beskrivelse
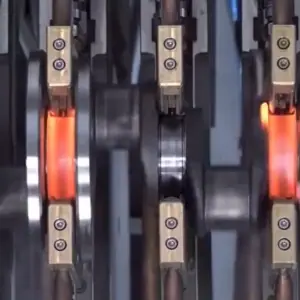
Induktionshærdningssavblad med højfrekvensvarmer
Formål Brug af induktionsopvarmning til at trække stålsavklinger tilbage til en Rockwell-hårdhed på mellem 50 og 52. Hårdheden skal være inden for 1/2 til 1 punkt mellem tænderne og bladets bagside. Behandlingen skal udføres med en hastighed på 60 inches pr. Minut
Materiale Stålbåndsavklinge, der måler 2.125 ″ bredt, 0.042 ″ tykt
Temperatur 700 ºF
Frekvens 100 kHz
Udstyr DW-UHF-10kW output solid-state induktion strømforsyning med en nedtransformator og en fjernvarmestation indeholdende tre (3) busser og otte (8) kondensatorer med en samlet kapacitans på 0.66 ° F. En vandkølet spole blev designet og udviklet specielt til denne applikation ved hjælp af single og
dobbelt omdrejninger

Process: Ameritherm-udstyret blev brugt til at nå følgende mål:
· Det nødvendige varmemønster blev opnået ved brug af en unikt designet kanalspiral og en trin ned transformer for at reducere spændingen
· En tilførselshastighed på 60 inches pr. Minut blev også opfyldt ved brug af den unikke kanalspiral og specielt designet armatur.
Resultater, der resulterede: den gennemsnitlige hårdhed på 50.3 Rc blev målt for femten savtænder på en Wilson overfladisk hårdhedstester, der opfyldte det endelige mål, som kunden havde fastlagt.