


induktionsopvarmning til tørring af mad i roterende tromle
Beskrivelse
Induktionsopvarmning til tørring af fødevarer i roterende tromleanvendelse
Elektromagnetisk induktionsvarmetromletørrer er en slags udstyr, der er meget udbredt til tørring af mad, kaffe, sojabønner, korn, nødder, jordnødder, olie, tørvarer og andre landbrugs- og biprodukter eller fødevarer. Opvarmningsanordningerne i traditionelle bradepander er for det meste kulovne, fordampningsovne eller elektriske varmeanordninger. Ovenstående tre opvarmningsanordninger er alle indirekte opvarmningsmetoder, det vil sige, at varme overføres til stegepanden ved hjælp af varmeoverførsel.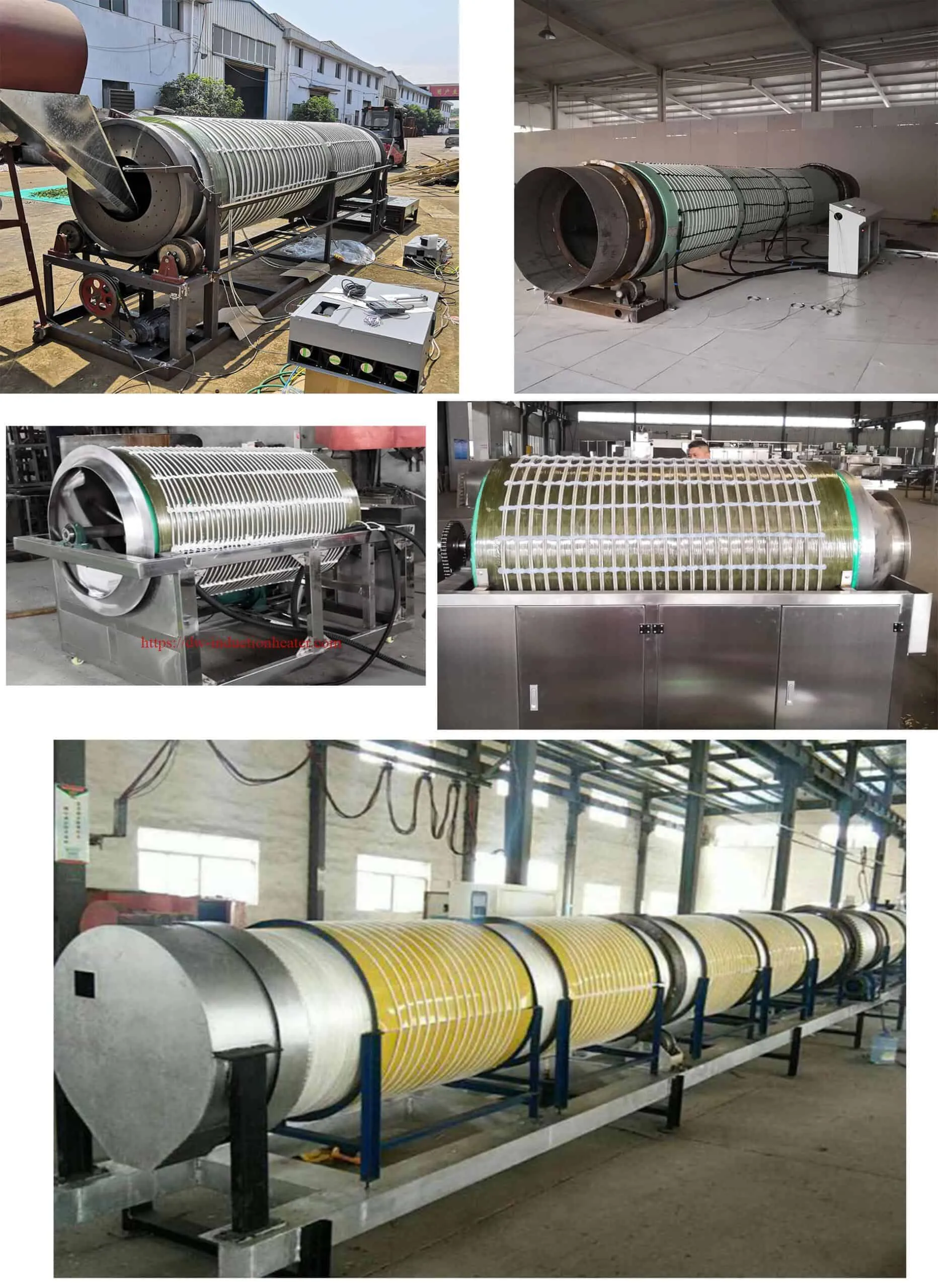
På grund af problemerne med lav termisk effektivitet og højt energiforbrug i den traditionelle tromle stegepande, elektromagnetisk induktionsvarme tørretumblere er dukket op på markedet, det vil sige, at tromletørreren opvarmes gennem princippet om elektromagnetisk induktionsopvarmning. Dens arbejdsprincip er: tromletørrer Der er flere sæt elektromagnetiske spoler på ydersiden, og de flere sæt elektromagnetiske spoler genererer vekselmagnetiske felter efter at have passeret gennem vekselstrømmen. Da tromletørreren udfører bevægelsen af at skære magnetfeltlinjer i det vekslende magnetiske felt, genereres en vekselstrøm inde i tromletørreren. Det vil sige hvirvelstrøm, som kolliderer og gnider med atomer inde i bradepanden ved høj hastighed og derved genererer Joule-varme til opvarmning. Fordi varmekilden til den elektromagnetiske tromletørrer er selve tromletørreren, kan den effektivt løse problemet med lav termisk effektivitet af kulovne, fordampningsovne og elektriske varmeanordninger.
 Men på grund af eksistensen af flere sæt elektromagnetiske spoler er der et stærkt vekslende magnetfelt omkring elektromagnetisk induktionsopvarmning tromletørrer, og det vekslende magnetfelt vil udsende elektromagnetisk stråling. Når flere elektromagnetiske tromletørrere i industrien arbejder på samme tid, vil den elektromagnetiske stråling beskadige de interne instrumenter i det mekaniske udstyr og derved påvirke levetiden af det mekaniske udstyr. Derudover er det også ugunstigt for operatørerne at arbejde i det elektromagnetiske strålingsmiljø i lang tid. Derfor er det nødvendigt at reducere den elektromagnetiske stråling, der genereres af den elektromagnetiske tromletørrer.
Men på grund af eksistensen af flere sæt elektromagnetiske spoler er der et stærkt vekslende magnetfelt omkring elektromagnetisk induktionsopvarmning tromletørrer, og det vekslende magnetfelt vil udsende elektromagnetisk stråling. Når flere elektromagnetiske tromletørrere i industrien arbejder på samme tid, vil den elektromagnetiske stråling beskadige de interne instrumenter i det mekaniske udstyr og derved påvirke levetiden af det mekaniske udstyr. Derudover er det også ugunstigt for operatørerne at arbejde i det elektromagnetiske strålingsmiljø i lang tid. Derfor er det nødvendigt at reducere den elektromagnetiske stråling, der genereres af den elektromagnetiske tromletørrer.
Induktionsopvarmningsskema til roterende tromletørrer
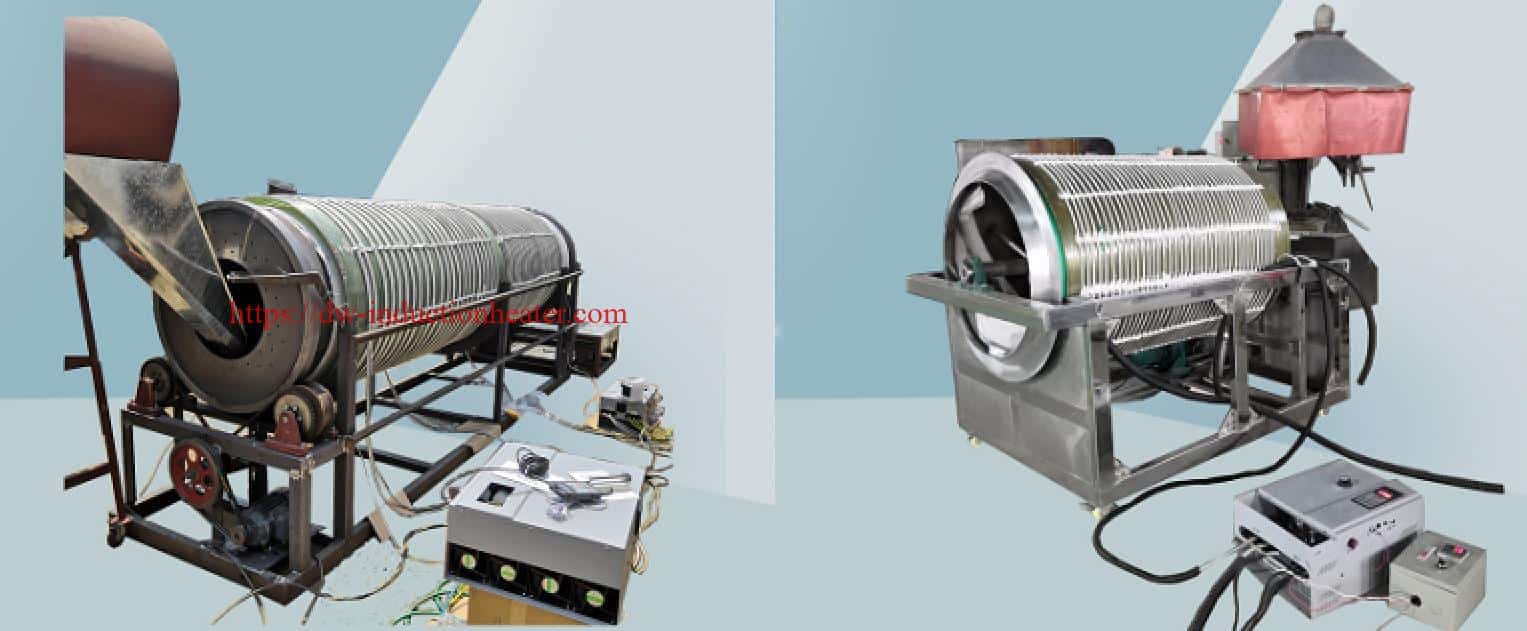
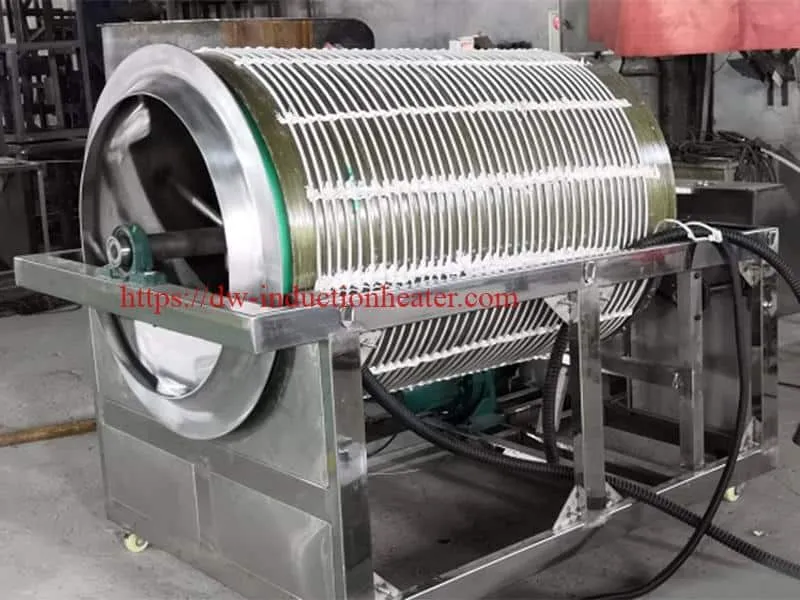
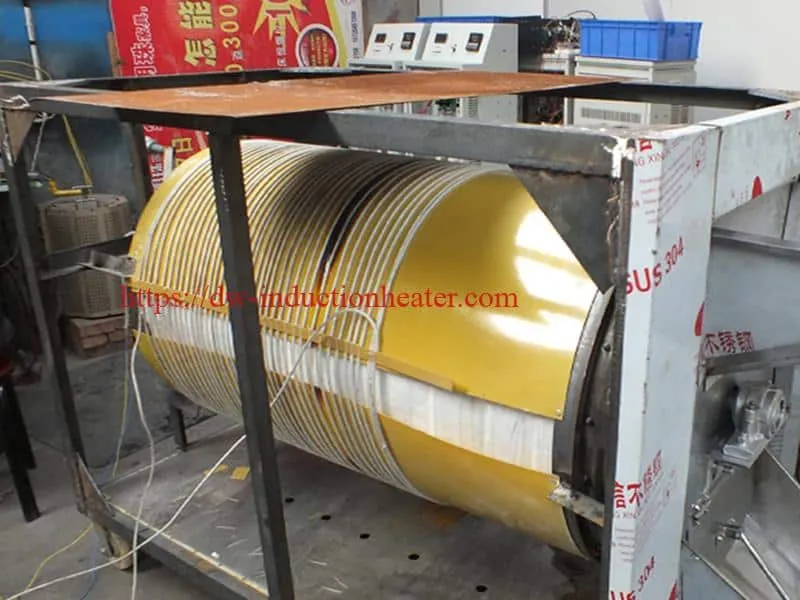
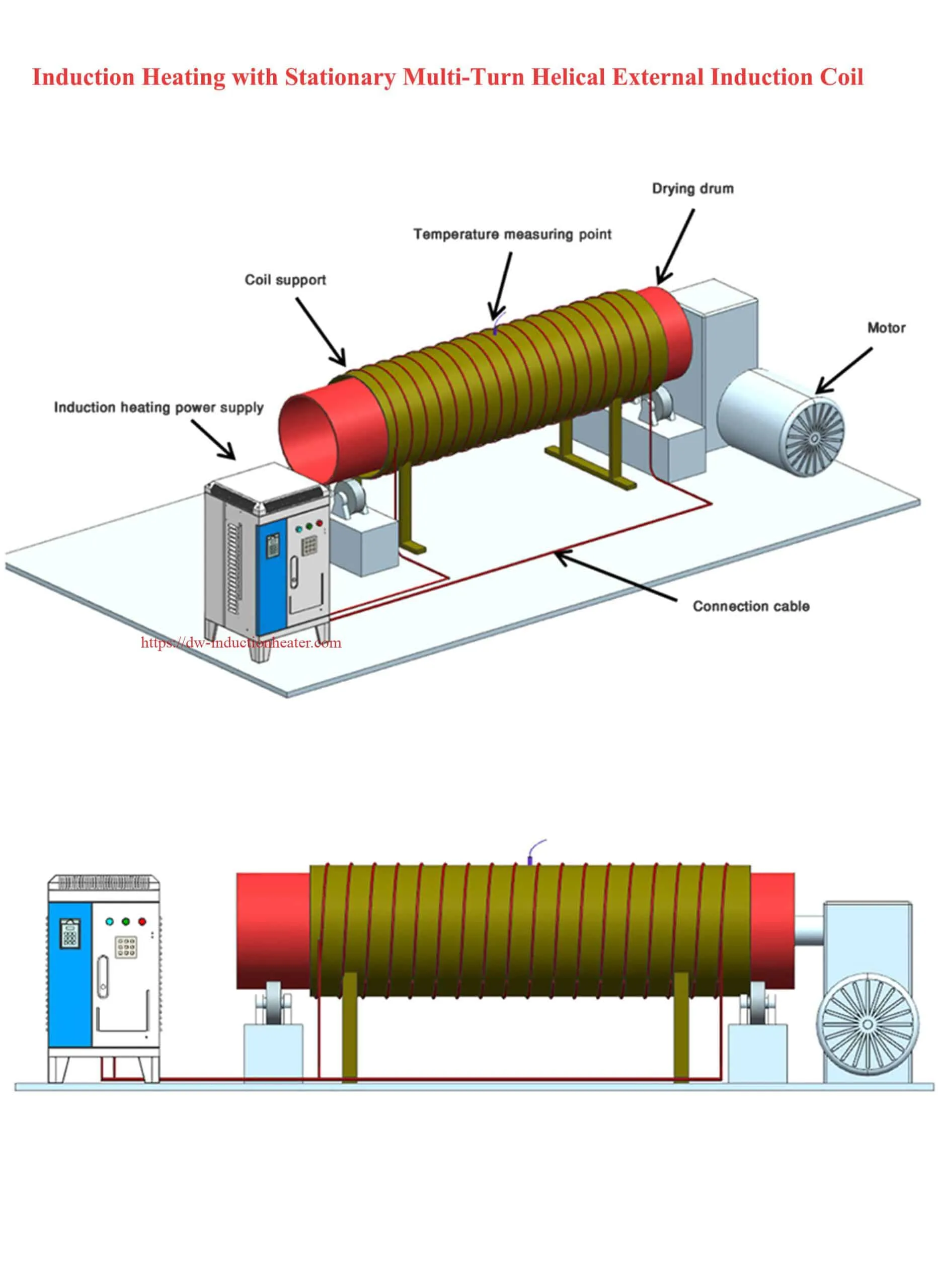
1.Induktionsopvarmning med multi-turn spiralformet ekstern induktionsspole
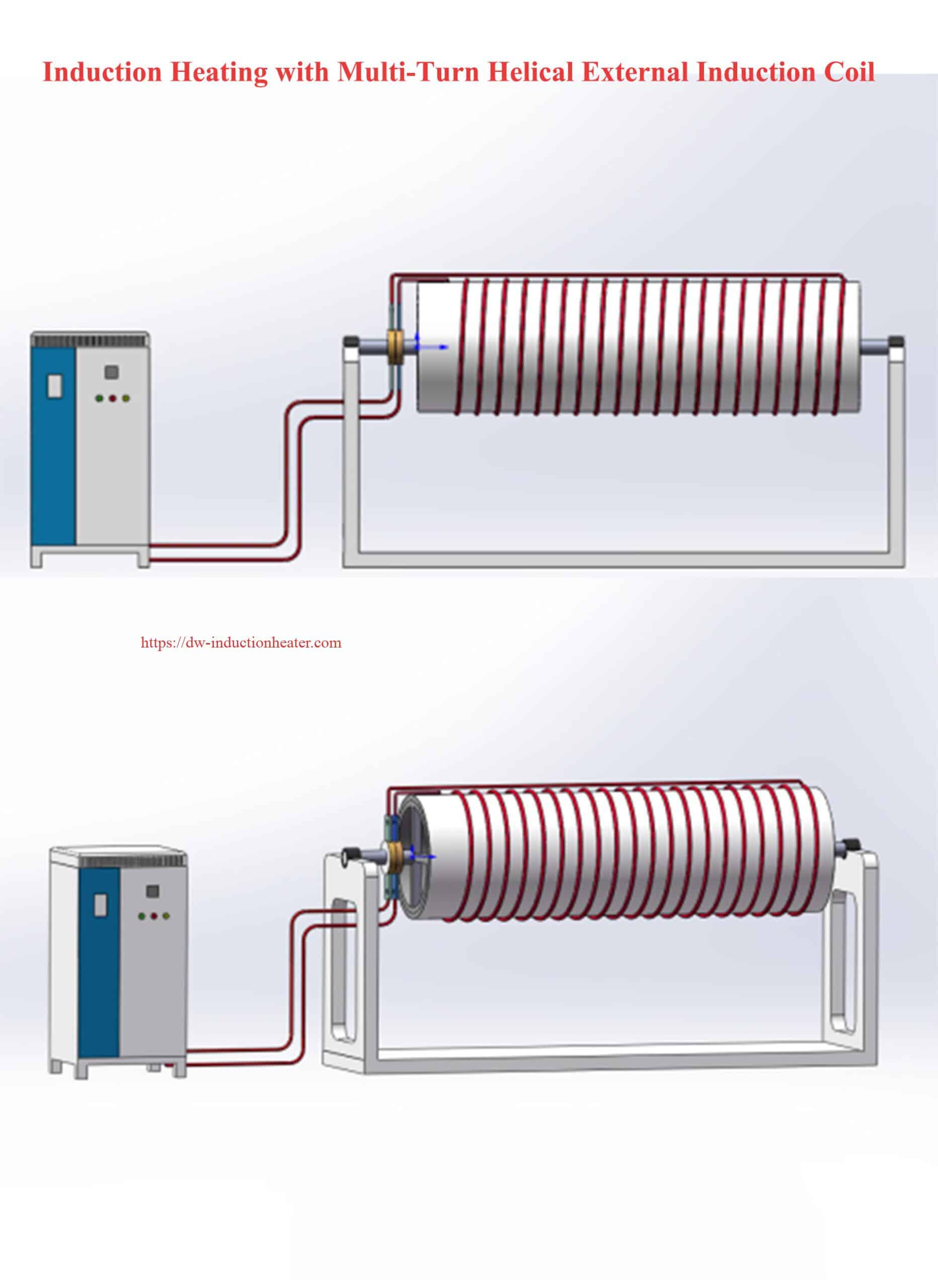
Induktionsvarmespiraler er viklet rundt om isoleringsbomuldet, som er viklet rundt om tørretromlen. De flerdrejede spiralviklede spoler og tørretromlen roteres samtidigt. Induktionsvarmesystemet kører for at opvarme tørretromlen på en hurtig og effektiv måde.
2. Induktionsopvarmning med multi-turn spiralformet intern induktionsspole
Induktionsvarmespoler er viklet inde i tørretromlen, de flerdrejede spiralformede spoler og tørretromlen roteres samtidigt. Induktionsvarmesystemet kører for at opvarme tørretromlens indre temperatur.
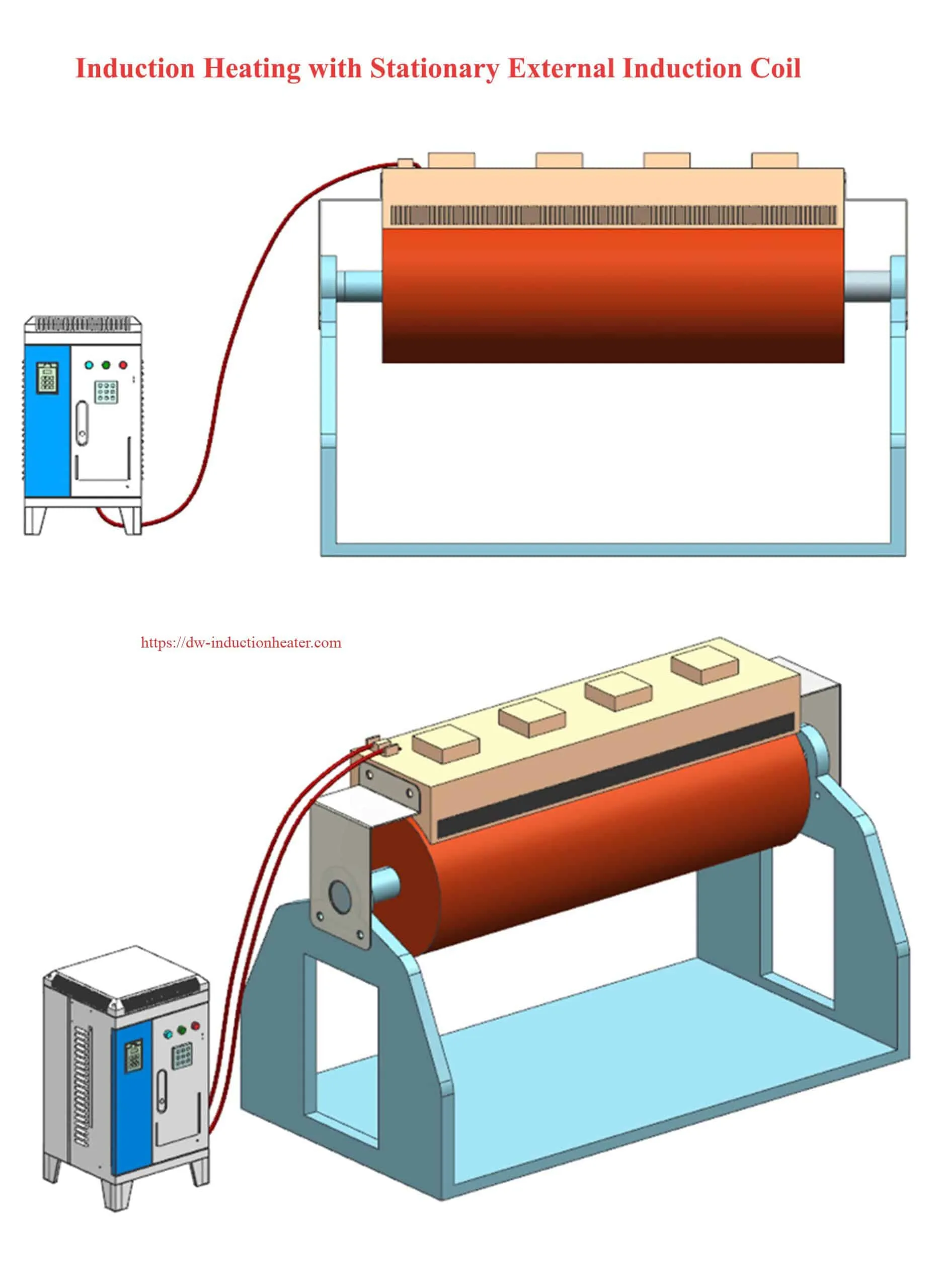
3. Induktionsopvarmning med stationær ekstern induktionsspole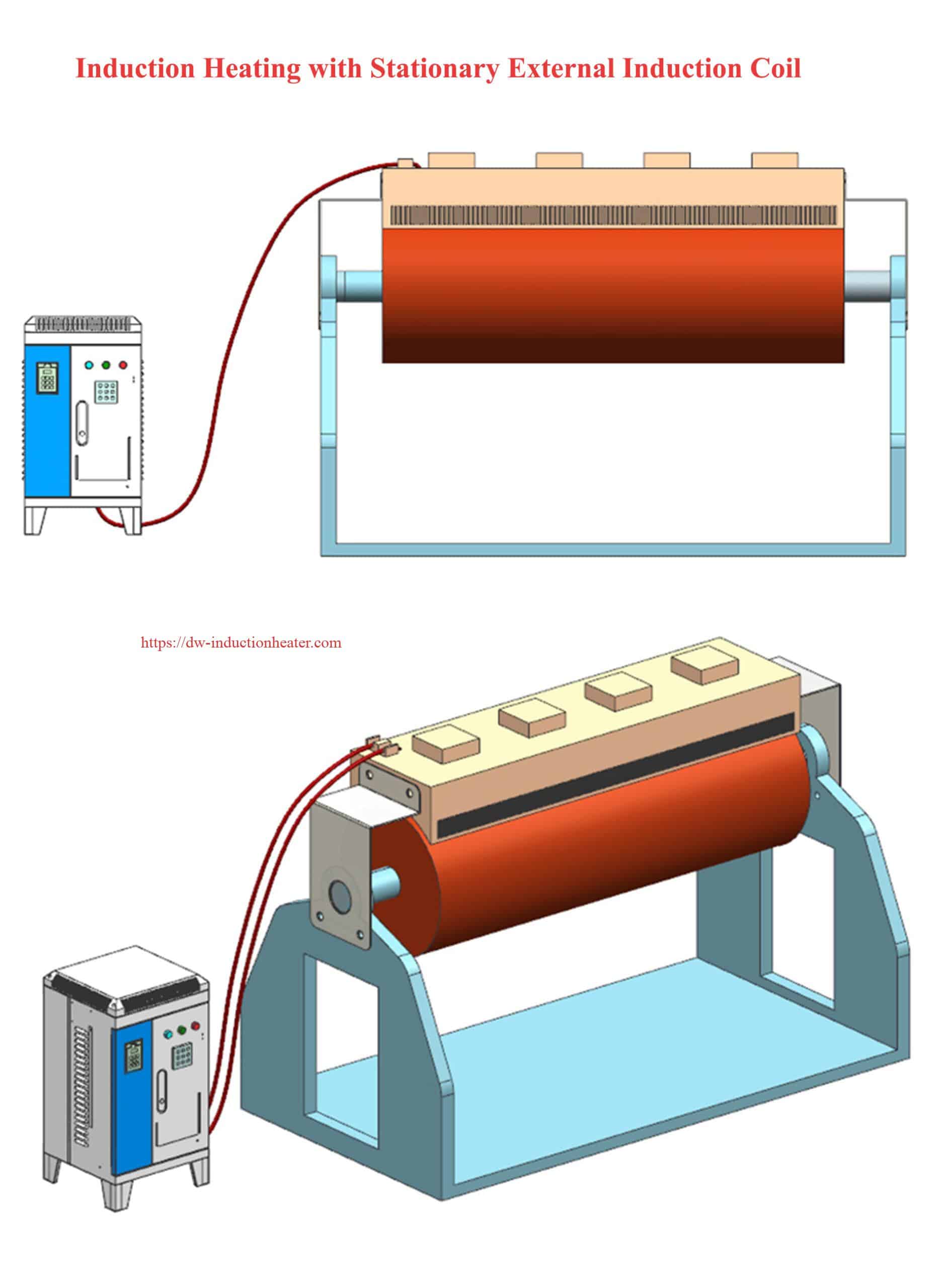
Induktionsvarmespoler er buede udvendige spoler fastgjort på understøtningen over tørretromlen. Når tørretromlen roterer, forbliver induktionsvarmespolen stationær. Induktionsvarmesystemet kører for at opvarme tørretromlen på en hurtig og effektiv måde.
4. Induktionsopvarmning med stationær intern induktionsspole
Induktionsvarmespiraler fremstilles i overensstemmelse med størrelsen på tørretromlen og placeres inde i tromlen. Når den roterende tromletørrer roterer, forbliver induktionsvarmespolen stationær. Induktionsvarmesystemet kører for at opvarme tørretromlens indre temperatur.
5. Induktionsopvarmning med stationær multi-turn spiralformet ekstern induktionsspole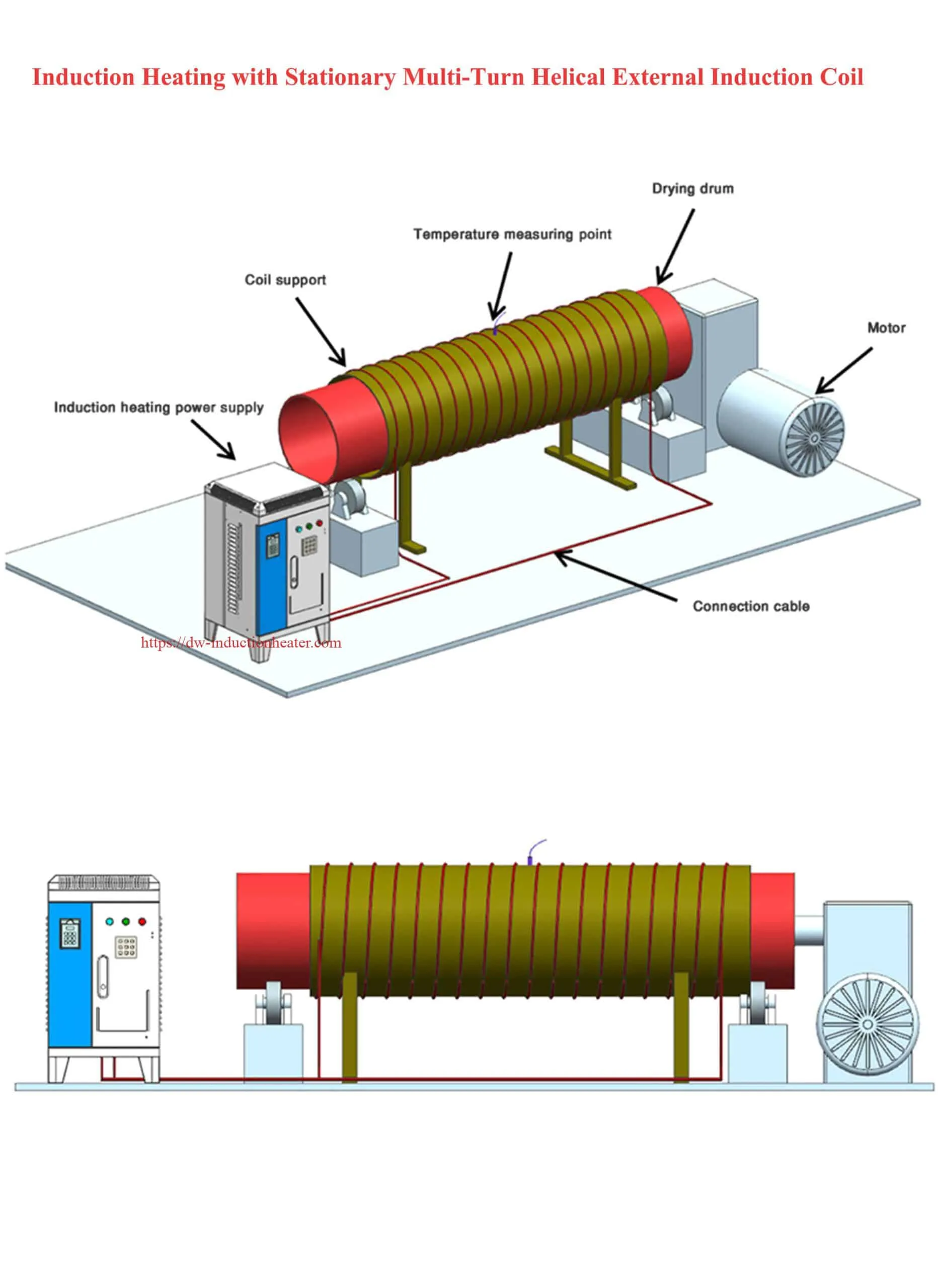
Induktionsvarmespoler er viklet tæt omkring støtten, og der er en vis afstand mellem spolestøtten og tørretromlen. Når tørretromlen roterer, forbliver induktionsvarmespolen stationær. Induktionsvarmesystemet kører for at opvarme tørretromlen på en hurtig og effektiv måde.
Elektromagnetisk induktionsopvarmning
Elektromagnetisk opvarmning kaldes også elektromagnetisk induktionsopvarmning, det vil sige elektromagnetisk opvarmning (fremmedsprog: Elektromagnetisk opvarmning forkortelse: EH) teknologi. Princippet for elektromagnetisk opvarmning er at generere et vekslende magnetfelt gennem komponenterne i det elektroniske printkort. Det vil sige, at skæring af vekslende magnetiske kraftlinjer genererer vekselstrøm (dvs. hvirvelstrøm) i metaldelen af bunden af beholderen. Hvirvelstrømmen får bærerne i bunden af beholderen til at bevæge sig med høj hastighed og uregelmæssigt, og bærerne og atomerne kolliderer og gnider mod hinanden for at generere varmeenergi. For at have effekten af at opvarme emnet. Fordi jernbeholderen selv genererer varme, er varmekonverteringsraten særlig høj, op til 95%. Det er en direkte opvarmningsmetode. Induktionskomfur, induktionskogeplade og elektromagnetisk opvarmning riskoger bruger alle elektromagnetisk varmeteknologi.
 Ulemper ved traditionel modstandsopvarmning
Ulemper ved traditionel modstandsopvarmning
Stort varmetab: Opvarmningsmetoden, der specielt anvendes af de eksisterende virksomheder, er lavet af modstandstråd, og de indre og ydre sider af cirklen genererer varme. I luften vil det forårsage direkte tab og spild af elektrisk energi.
Omgivelsestemperaturstigning: På grund af et stort varmetab stiger omgivelsernes temperatur, især om sommeren, hvilket har stor indflydelse på produktionsmiljøet. Nogle arbejdstemperaturer på stedet har oversteget 45 grader. sekundært affald.
Kort levetid og stor vedligeholdelse: varmetemperaturen på det elektriske varmerør er så høj som 300 grader på grund af brugen af modstandstråd, den termiske forsinkelse er stor, det er ikke let at kontrollere temperaturen nøjagtigt, og modstandstråden er let blæst på grund af høj temperatur ældning. Levetiden for den almindeligt anvendte elvarmeflade er cirka et halvt år, så vedligeholdelsesarbejdet er relativt stort.
 Fordele ved elektromagnetiske induktionsvarmeprodukter
Fordele ved elektromagnetiske induktionsvarmeprodukter
Lang levetid: Den elektromagnetiske varmespole i sig selv genererer stort set ikke varme, så den har en lang levetid, ingen vedligeholdelse og ingen vedligeholdelses- og udskiftningsomkostninger; varmedelen har en ringformet kabelstruktur, selve kablet genererer ikke varme og kan modstå høje temperaturer over 500 °C med en levetid på op til 10 år. Der kræves ingen vedligeholdelse, og der er som udgangspunkt ingen vedligeholdelsesomkostninger i den senere periode.
Sikker og pålidelig: Den ydre væg af tønden opvarmes ved højfrekvent elektromagnetisk virkning, varmen udnyttes fuldt ud, og der er stort set intet tab. Varmen akkumuleres inde i varmelegemet, og overfladetemperaturen på den elektromagnetiske spole er lidt højere end rumtemperaturen, som kan røres sikkert uden højtemperaturbeskyttelse, hvilket er sikkert og pålideligt.
Høj effektivitet og energibesparelse: Den interne varmeopvarmningsmetode er vedtaget, og molekylerne i varmelegemet inducerer direkte magnetisk energi til at generere varme. Varmstarten er meget hurtig, og den gennemsnitlige forvarmningstid er forkortet med mere end 60% sammenlignet med modstandsspoleopvarmningsmetoden. Sammenlignet med modstandsspoleopvarmning sparer den 30-70% af elektriciteten, hvilket i høj grad forbedrer produktionseffektiviteten.
Nøjagtig temperaturkontrol: Selve spolen genererer ikke varme, den termiske retardering er lille, den termiske inerti er lav, temperaturen på tøndens indre og ydre vægge er konsistent, temperaturkontrollen er nøjagtig i realtid, produktkvaliteten er væsentligt forbedret, og produktionseffektiviteten er høj.
God isolering: Den elektromagnetiske spole er lavet af tilpassede specielle højtemperatur- og højspændingskabler med god isoleringsevne, ingen direkte kontakt med tankens ydre væg, ingen lækage, kortslutningsfejl og ingen bekymringer.
Forbedre arbejdsmiljøet: Sprøjtestøbemaskinen, der er blevet transformeret af elektromagnetisk varmeudstyr, vedtager den interne opvarmningsmetode, varmen koncentreres inde i varmelegemet, og den eksterne varmeafledning er næsten ikke-eksisterende. Udstyrets overfladetemperatur kan forbedres til det punkt, hvor den menneskelige krop kan røre den, og omgivelsestemperaturen reduceres fra over 100 °C, når modstandsspolen opvarmes til normal temperatur, hvilket i høj grad forbedrer produktionsmiljøet. stedet, øger effektivt produktionsmedarbejdernes entusiasme og reducerer omkostningerne til ventilation og køling i sommeranlæggets område. I tråd med konceptet "folkeorienteret" vil vi skabe et miljøvenligt, sikkert og behageligt produktionsmiljø for fabrikker og frontlinjeproduktionspersonale.
Anvendelser af induktionsopvarmning:
Industriel elektromagnetisk energibesparende transformation bruges i vid udstrækning til energibesparende transformation af plastmaskiner, opvarmning, træ, konstruktion, mad, medicin, kemisk industri, såsom plastsprøjtestøbemaskine, ekstruder, filmblæsemaskine, trådtrækmaskine, plastfilm, rør, tråd og andre maskiner, fødevareforarbejdning, tekstil, trykning og farvning, metallurgi, let industri, maskiner, overflade varmebehandling og svejsning, kedler, vandkedler og andre industrier, kan erstatte modstandsopvarmning, såvel som brændsel åben ild traditionel energi .
Tekstiltryk og farvning: brugen af elektromagnetisk opvarmning til råmaterialer kan forbedre energieffektiviteten, øge opvarmningshastigheden og forbedre temperaturkontrolnøjagtigheden;
Let industri: forsegling af dåser og anden plastemballage mv.
Kedelindustri: Ved at drage fordel af sin hurtige opvarmningshastighed kan den elektromagnetiske kedel opgive den overordnede opvarmningsmetode for den traditionelle kedel og kun opvarme kedlens vandudløb, så vandstrømmen fuldender opvarmningen i flowet, opvarmningshastigheden er hurtig, og pladsen spares.
Maskinindustri: højfrekvent elektromagnetisk induktionsopvarmning kan anvendes til varmebehandling med metaller, og dens virkning er væsentligt forbedret sammenlignet med traditionelle behandlingsmetoder. diatermi før trykarbejde;
Anvendelsen af elektromagnetisk opvarmningsteknologi er ikke kun befordrende for forbedring af produktkvalitet, produktionseffektivitet, energibesparelse og omkostningsreduktion, men også for at forbedre det tekniske niveau af udstyrsfremstillingsvirksomheder. Det er mere og mere almindeligt accepteret og brugt i traditionelle industrier.