Loddet kobberrør med induktion
Beskrivelse
Objektiv
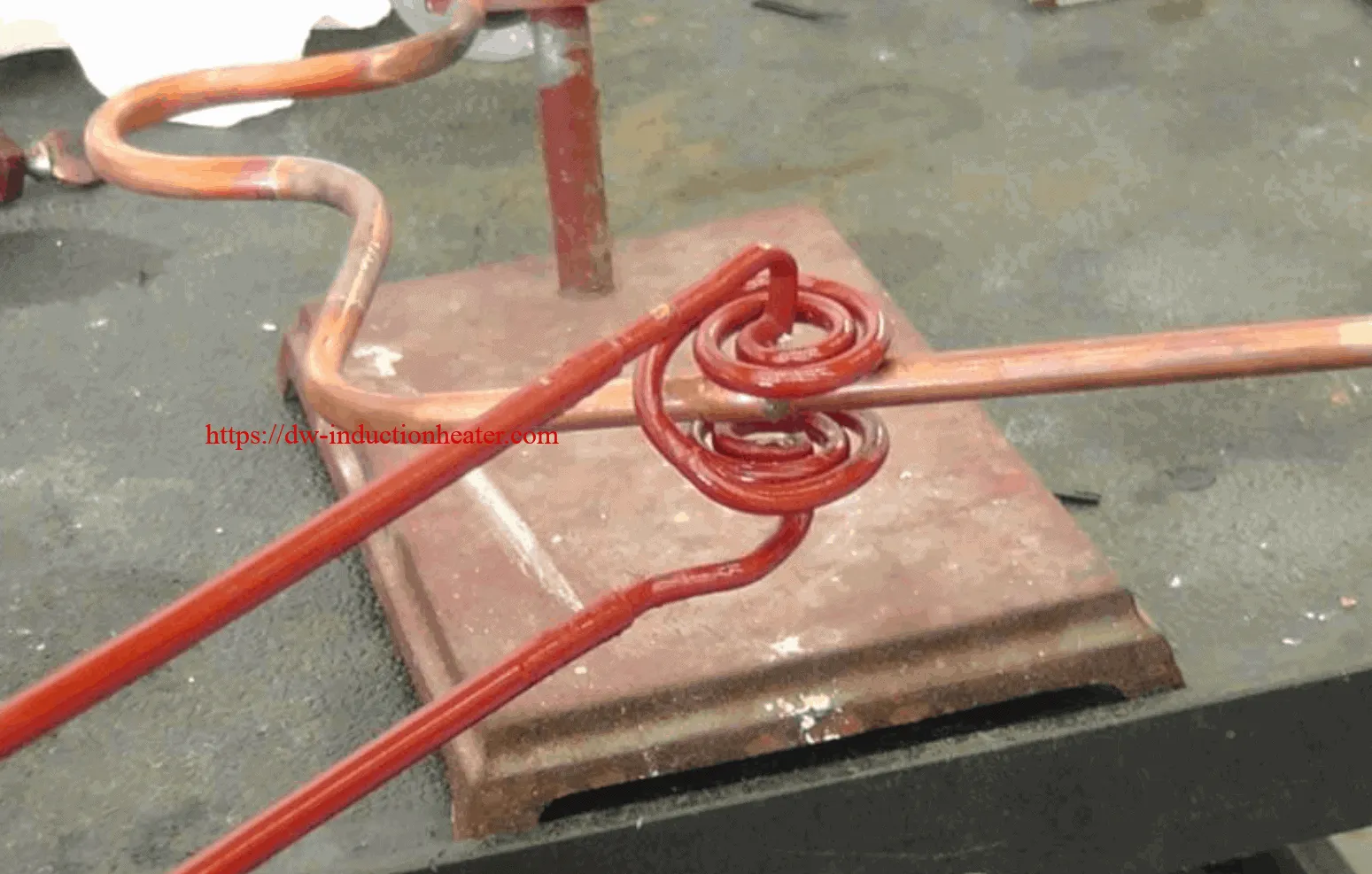
Demonstration induktionslodning af kobberrør og loddetid ved hjælp af DW-UHF-10 kW-systemet og den tilgængelige split-laboratoriespole

Udstyr
DW-UHF-10KW induktionsloddemaskine
Materialer
• Kobberrør - sugerør
• Lodningspasta
Nøgleparametre
Effekt: 10 kW
Temperatur: Cirka 1500 ° F (815 ° C)
Tid: 5 - 5.2 sek

Proces:
Da der kun var en enhed til rådighed til testen, satte vi en testbelastning ved hjælp af en tung væg 5/16 ”kobberrør, som det ene rør accepterede det andet ved en formet åben flangeende. Varmetid blev estimeret baseret på anvendelse af tempilaque maling for at indikere temperaturen. Testaggregatet (efterfulgt af de medfølgende komponenter) blev samlet med en belægning af 505 legeringslodepasta og anbragt i laboratorietestspolen per de vedhæftede fotografier. En varmecyklus 5 - 5.2 sekunder viste sig at strømme legeringen og fremstille samlingen .

Resultater / Fordele:
- Som demonstreret DW-UHF-modellen induktionslodningssystem er i stand til at opvarme både det største og mindste rør til rør sektioner for at fuldføre en loddet samling. Opvarmningstider ved hjælp af en tilgængelig testspole ligger inden for de forventede produktionsvaretider, der kræves af Electrolux.
- HLQ vil kræve en komplet samling til gennemgang for at udvikle det endelige spoledesign, der kan rumme alle 12 led, der er angivet på dit layoutfoto. Det er nødvendigt at kende og se afstanden mellem rørforbindelserne, der skal loddes, og stålkompressorsektionen for at sikre, at stålhuset ikke påvirkes af det resulterende RF-felt, der oprettes ved belastningsspolen. Dette endelige design kan kræve tilføjelse af ferritmaterialer i spolen, der tjener til at fokusere RF-feltet på kobberledningerne og ikke til stålhuset.
- Indledende test blev afsluttet på DW-UHF-10kW ved anvendelse af en tilgængelig labspole. Produktionsspolen vil være indeholdt i et ikke-ledende hus, der gør det muligt for operatøren at bruge det til at placere spolen mod kobberledningerne for nøjagtig og positiv opvarmningsplacering til loddeprocessen. Produktionsspolens design indeholder kortere ledninger end testspolen og konfigureres således, at varmecyklusser forbedres (kortere varmetider).