Induktionsvarmeformning Kateter Tip Med IGBT High Frequency Heating Units
Mål Opvarm en vandkølet ståldorn til 700 ° C for at danne et højkvalitets Teflon-kateterspids.
Materiale Teflon kateter rør, dorn samling
Temperatur 600-700 ° F (315-371ºC)
Frekvens 376 kHz
Udstyr • DW-UHF-6 kW induktionsvarmesystem, udstyret med et fjernt arbejdshoved indeholdende en 0.66 μF kondensator.
• En induktionsvarmeflade designet og udviklet specielt til denne applikation.
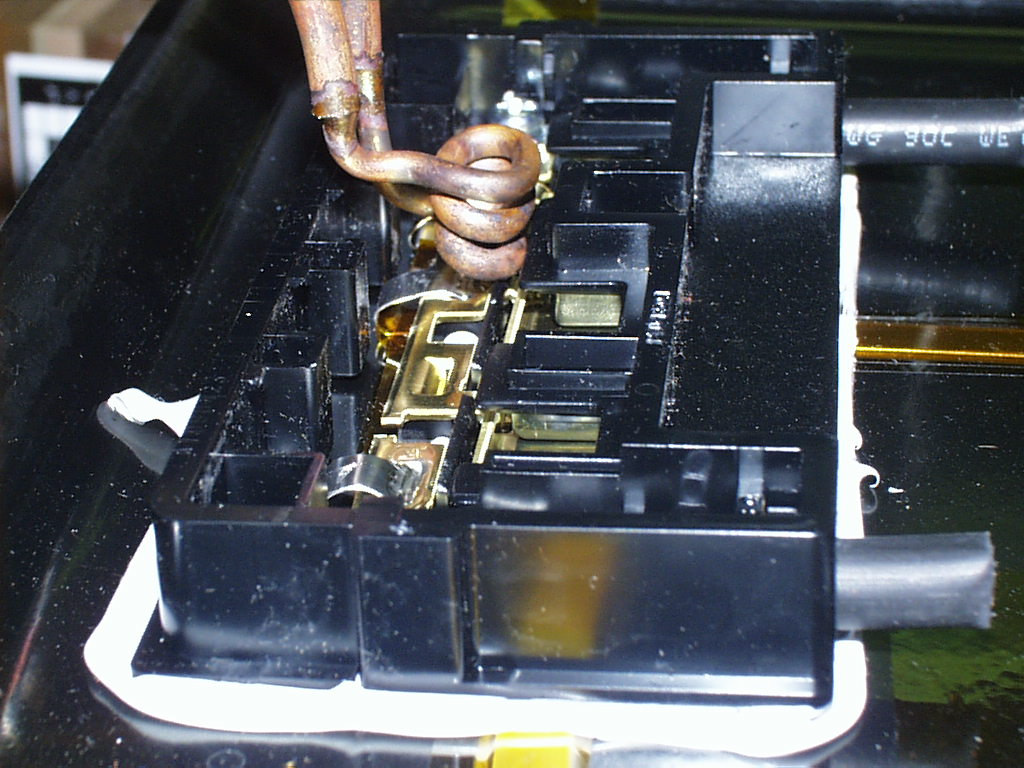
Fremgangsmåde En spole med to omdrejninger bruges til at opvarme ståldornen til 660 ºF (371 ºC) på 2.7 sekunder. For at danne kateterspidsen påføres RF-kraft, mens kateteret holdes over dornen. Slangen skubbes derefter videre til dornen for at danne en jævn, jævn spids.
Resultater / fordele Induktionsvarme giver:
• Præcis, gentagelig varmepåvirkning
• Ikke-kontaktopvarmning
• Hurtigere cykeltider